It was a pleasure to follow the themes of the Nobel Prizes in Chemistry and Physics this year. We returned to the prerequisites for everyday chemical products that are important to everyone. In 2025, Kitagawa, Robson and Yaghi were awarded for their significant research into organometallic compounds. Organometallic compounds are also important for all life, such as hemoglobin and chlorophyll. Organometallic compounds have been central to the controlled production of polymers and plastics, as well as widely in technical chemistry. Fiber chemistry and textile dyeing and other treatments can also be included. Therefore, they can also play an important role in the recycling of materials. I myself wrote a BSc thesis in 1972 on the reactions of metals and hydrocarbons, from which oil-based polymers are created.
On the physics side, the prize winners Clarke, Devoret and Martinis have done significant research into the quantum phenomena of electromagnetic radiation. Quantized electron/light radiation with different materials enables semiconductor applications (IT technology) today and improved quantum computers tomorrow. These are often phenomena observed in basic research, for which it is not always known in advance what they could be used for and applications are found in innovative needs. Basic research is needed to study old technology, the environment, materials and nature and to initiate new innovation chains.
When science and technology-based innovations and entrepreneurship are used together with the right policy, an amplifying effect on economic growth is achieved. Among the winners of the Prize in Economic Sciences, Mokyr has studied the effects of technological development on economic growth. Aghion and Howitt have also utilized company and individual-level data instead of coarse macroeconomic data, which allows us to get at the detailed streams of company growth, which create the flow of economic growth.
Sustainability in processing of man-made cellulose fibres for various end-uses
Abstract
Pertti Nousiainen, Cellulose Fibres Conference 13-14 March 2024 Cologne, Germany
Key aspects of the down-stream conversion processes of fibers to products include mechanical, thermal, and chemical processing. Automation and robotics are gaining impact on textile and clothing production and facilitate textile production closer to customers and become more efficient and sustainable. Raw materials with their mechanical and chemical processing should not appear as a weak link in the chain and must fulfil sustainability requirements.
The increased use of cotton-like MMCF`s reduces the cleaning and fiber dimension controlling stages of the in a spinning factory and no alkaline pretreatments are needed. It is necessary that textile chemicals, such as dyes, finishing agents and auxiliaries are produced as biobased, and used efficiently for minimizing waste-water contamination. Coloration with more than 25000 possible industrial dye molecules involves a complex application of dyestuffs on textiles because of the variety of fibres, filaments, yarns, and fabrics. Textile and materials requiring coloration and the diverse nature of the end-use and performance requirements are setting multiple requirements. Coloration is mainly carried out in aqueous media may be carried out by dyeing the materials to a uniform colour, or by printing to impart a design or motif to textile. While biobased textile dyes offer several advantages, there are challenges to be solved related to colour fastness, scalability, and cost.
Instead of fabric aftertreatment, masterbatch and dope-additive technologies offer possibilities for MMF`s for producing functional textiles, such as flame retardant, conductive, bioactive, traceable and repellency-controlled textiles. However, the fiber recyclability effects of the additives should be considered.
The effect of PET textiles to release micro-particles in laundry processes demands preventive technologies to be developed. MMCFs will have a crucial role in the future by evolving along the entire supply chain to minimize the carbon footprint, marine pollution and leaving behind green footprint. Recycling of synthetic fibers and cotton from full-cotton and PET blends and using alternative cellulose sources for regenerated fibers is needed for reducing CO2 emissions and sustainable use of forests.
Forestbiofacts as a unique scientific digital platform content of 16 themes covers the whole up-to-dated value chain of forest-based bioeconomy, such as biomass technologies, natural fibre products, bio-based nanomaterials wood processing, paper and pulping technologies and man-made biobased cellulose fibres, as well.
Cellulose MM-fibers show sustainable growth
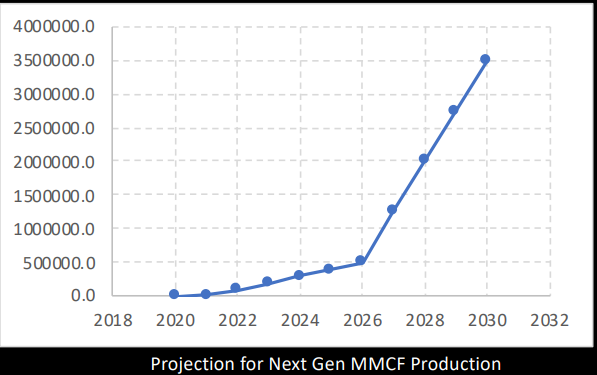
The 4rd Cellulose Fibre Conference in Cologne: Cellulose MM-fibers growth estimated 13 mill. tons by 2030
Production of Man-Made cellulose fibers
The 4rd Cellulose Fibre Conference in Cologne was secondly organised during Covid19 restricted conditions. It didn´t limit the number of participation due to interesting program covering sustainability, recycling, and alternative feedstocks as well as latest development in pulp, cellulose fibres, and textiles. Some new technical application areas of non-woven, packaging and composites were discussed, as well. With increased production dominated by viscose, capacities of more than 7 million tonnes of cellulose fibre products are expanding in technical hygiene and textiles. Due to their possibilities to reach extra high tensile properties, alternatives for carbon fibres for light-weight applications are under development.
The textile industry is remaining a growth model despite of the current slowing of economics boosted by Russian-generated war in Europe. Additional fiber demand of 22 million tons is expected until 2025. The Fiber Year Consulting Group assumes that viscose, especially lyocell fibers will continue to outperform the market having potential demand of 4-5 million tons of new market by 2025. Growing awareness of need for sustainable clothing stimulates viscose fiber growth.
The estimation of Textil2Fashion is expecting that the MMCF market will grow from 7.2 million tons to 14.16 million tons within 9 years at CAGR of 7.8 per cent. Regenerated cellulose fibres possess beneficial characteristics from both synthetic and natural fibres. They have uniform mechanical and physical properties as synthetic fibres. Similarly, they are biodegradable, CO2 neutral, and have a low density as natural fibres.
According to Dr. Hassi from Scitech of Finland states that customers of fiber suppliers now have recycling, sustainability, and transparency at the top of both their strategic and operative agendas. The fashion value chain has transformed into active, networks with initiatives and development projects with objectives needed to meet the targets in time. Active players in MMCF industry can certainly strengthen their competitive position and their products can gain market share. Forest based MMCF’s existing integration with the global carbon cycle is to be better recognized to take full, justified benefit of their recyclability.
Sustainability in processing of man-made cellulose fibres for various end-uses
Abstract
Pertti Nousiainen, Cellulose Fibres Conference 13-14 March 2024 Cologne, Germany
Key aspects of the down-stream conversion processes of fibers to products include mechanical, thermal, and chemical processing. Automation and robotics are gaining impact on textile and clothing production and facilitate textile production closer to customers and become more efficient and sustainable. Raw materials with their mechanical and chemical processing should not appear as a weak link in the chain and must fulfil sustainability requirements.
The increased use of cotton-like MMCF`s reduces the cleaning and fiber dimension controlling stages of the in a spinning factory and no alkaline pretreatments are needed. It is necessary that textile chemicals, such as dyes, finishing agents and auxiliaries are produced as biobased, and used efficiently for minimizing waste-water contamination. Coloration with more than 25000 possible industrial dye molecules involves a complex application of dyestuffs on textiles because of the variety of fibres, filaments, yarns, and fabrics. Textile and materials requiring coloration and the diverse nature of the end-use and performance requirements are setting multiple requirements. Coloration is mainly carried out in aqueous media may be carried out by dyeing the materials to a uniform colour, or by printing to impart a design or motif to textile. While biobased textile dyes offer several advantages, there are challenges to be solved related to colour fastness, scalability, and cost.
Instead of fabric aftertreatment, masterbatch and dope-additive technologies offer possibilities for MMF`s for producing functional textiles, such as flame retardant, conductive, bioactive, traceable and repellency-controlled textiles. However, the fiber recyclability effects of the additives should be considered.
The effect of PET textiles to release micro-particles in laundry processes demands preventive technologies to be developed. MMCFs will have a crucial role in the future by evolving along the entire supply chain to minimize the carbon footprint, marine pollution and leaving behind green footprint. Recycling of synthetic fibers and cotton from full-cotton and PET blends and using alternative cellulose sources for regenerated fibers is needed for reducing CO2 emissions and sustainable use of forests.
Forestbiofacts as a unique scientific digital platform content of 16 themes covers the whole up-to-dated value chain of forest-based bioeconomy, such as biomass technologies, natural fibre products, bio-based nanomaterials wood processing, paper and pulping technologies and man-made biobased cellulose fibres, as well.
Sustainability in processing of man-made cellulose fibres for various end-uses
Raw materials of fibers
Key aspects of the down-stream conversion processes of fibers to products include mechanical, thermal, and chemical processing. Automation and robotics are gaining impact on textile and clothing production and facilitate textile production closer to customers and become more efficient and sustainable. Raw materials with their mechanical and chemical processing should not appear as a weak link in the chain and must fulfil sustainability requirements.
The increased use of cotton-like MMCF`s reduces the cleaning and fiber dimension controlling stages of the in a spinning factory and no alkaline pretreatments are needed. It is necessary that textile chemicals, such as dyes, finishing agents and auxiliaries are produced as biobased, and used efficiently for minimizing waste-water contamination.
Nonwovens produced by 4 main methods represent sustainable – capital intensive – chain for many technical and medical products with less dyes and finishes. Optimisation of the hybrid needlepunching with hydroentanling-process parameters is developed for many protective apparel applications. Usage of nonwovens in basic clothing is still a challenge.
Spin finishes
About 1 million tons of spin finishes are used in production and processing of man-made fibres (staple/filaments). Man-made fibres and many natural fibers are surface-treated by 0,1-1 % of a spin finish to improve bale opening and eliminate the build-up of static electric charges on fibres during bale opening and further processing. The finish may be conductive for charge dissipation and reducing the cohesion and friction in contact with ceramic or metallic machine parts. Typical emulsions may contain: C16-C18 acid EO`s, cationic derivatives (quats), mineral/vegetable oils and surfactants.
Cellulose MM-fibers show sustainable growth
The 4rd Cellulose Fibre Conferencein Cologne: Cellulose MM-fibers growth estimated 13 mill. tons by 2030
Production of Man-Made cellulose fibers
The 4rd Cellulose Fibre Conference in Cologne was secondly organised during Covid19 restricted conditions. It didn´t limit the number of participation due to interesting program covering sustainability, recycling, and alternative feedstocks as well as latest development in pulp, cellulose fibres, and textiles. Some new technical application areas of non-woven, packaging and composites were discussed, as well. With increased production dominated by viscose, capacities of more than 7 million tonnes of cellulose fibre products are expanding in technical hygiene and textiles. Due to their possibilities to reach extra high tensile properties, alternatives for carbon fibres for light-weight applications are under development.
The textile industry is remaining a growth model despite of the current slowing of economics boosted by Russian-generated war in Europe. Additional fiber demand of 22 million tons is expected until 2025. The Fiber Year Consulting Group assumes that viscose, especially lyocell fibers will continue to outperform the market having potential demand of 4-5 million tons of new market by 2025. Growing awareness of need for sustainable clothing stimulates viscose fiber growth.
The estimation of Textil2Fashion is expecting that the MMCF market will grow from 7.2 million tons to 14.16 million tons within 9 years at CAGR of 7.8 per cent. Regenerated cellulose fibres possess beneficial characteristics from both synthetic and natural fibres. They have uniform mechanical and physical properties as synthetic fibres. Similarly, they are biodegradable, CO2 neutral, and have a low density as natural fibres.
According to Dr. Hassi from Scitech of Finland states that customers of fiber suppliers now have recycling, sustainability, and transparency at the top of both their strategic and operative agendas. The fashion value chain has transformed into active, networks with initiatives and development projects with objectives needed to meet the targets in time. Active players in MMCF industry can certainly strengthen their competitive position and their products can gain market share. Forest based MMCF’s existing integration with the global carbon cycle is to be better recognized to take full, justified benefit of their recyclability.
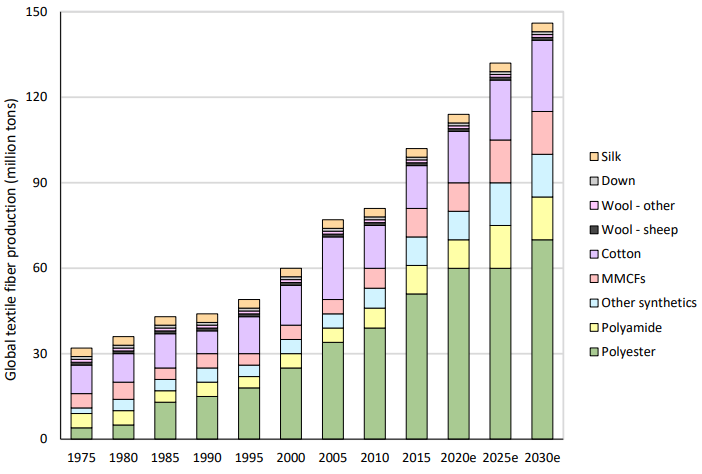
The estimated 166 mill. tons textile fiber consumption in 2030 is based mainly on the growth of PET production, however, pushes up regenerated cellulose up to 8% of total, which makes 13 mill. tons.
Carbon fibers from cellulose
Cellulose as the raw material for carbon fibers has been studied since Edison, who used cotton yarns as the conductive fibers (conductive fabrics) in electrical vacuum class bulb lamps for lightning. Problems with cellulose-based carbon fibers generate from orientation of starting polymer, and low carbon and high oxygen content resulting in complex pyrolyzing chemistry. As the result, yields of carbon fibers and their properties are much lower compared to pitch and polyacrylonitrile.
The Denkendorf research team (Vocht, Ota, Hermanutz, Buchmeiser) at DITF receives the award in Cellulose3 Conference for the development of carbon fibers from cellulose. The process uses an ionic liquid solvent for wood and non-wood cellulosic materials for manufacturing carbon fibers with adaptable fiber properties. The oriented cellulose fibers are suitable in formation of the high tenacity carbon fiber structure at 1400°C using continuous lab scale processing at high carbon yield.The invention may result in manifold applications in composite technology, which is applied in aerospace, transportation, sports, and car industries all over the world. Lyocell-filaments from wood as precursor for carbon fibers were further studied Michael Hummel, Mikaela Trogen in Aalto university Helsinki. The alternatives are spinning and carbonization of high-quality cellulose fibers from high quality pulp and production of wood-based CFs with medium mechanical properties.
Cellulose and lignin can create a bi-component precursor fiber with high orientation of both polymers. Inge Schlapp-Hackl from Aalto University`s team explained, that using various types of lignin and considering molecular compatibility heterogeneous fiber structure is avoided. Enhanced carbon yield and mechanical properties possible and we need to Improve continuous carbonization to increase tensile strength further.
Nonwoven production technologies with pulp
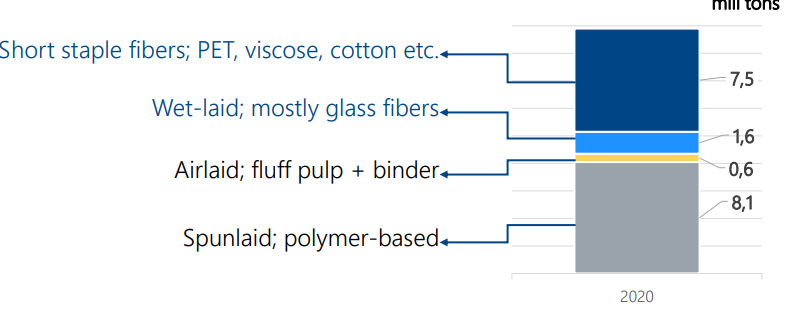
Amid the growth of nonwovens production reaching 18 mill tons cellulose fibers for sustainable product as increasing their share. Single-use nonwovens (such as wipes) are becoming more and more popular. Their main production technologies based on spunlace (hydroentangling), and needle-punching is often using the classic material mix polyester, and viscose. Air laid technology allows the use fluff pulp with binder as reinforcing the structure. Glass fibers and short staple viscose fibers are used in wet-laid process combined with binder.
Production technologies
Future opportunities and challenges, presented by Afry, for novel textile fibres basing on the increased demand powered by increased share of middle-class consumers. Present production of 115 mill. tonnes could be increased during some decade future up to 150-200 mill. tonnes. It consists of viscose and lyocell fibres made from dissolving pulp, polyester and recycled rPET from packaging’s waste, paper pulp using MFC process, and of residues of agricultural materials. In case recycled textiles building the logistics and infrastructure needs to be further developed. Recycled cotton and viscose textiles will be used as such and as a component for production of r-cellulose fibres.
MFC is using cheaper paper pulp in the value chain, but hemicellulose can pose problems. Sappi´s Stijfs was highlighting MFC´s importance in phasing out (micro)plastics, while contributing to sustainable development and reducing synthetic ingredients overall. The potential is high in replacing present additives in rheology modifications, water retention, imparting lightweight strength and sustainable alternative to plastics.
Environmental issues, circular economy and biorefinery
System approaches
Viscose and lyocell textiles are biodegradable and show marine degradation within 1 month without any harmful degradation products in sea surface and se floor conditions. They also maintain or even improve performance in comparison to existing commercial fossil-based products. Lenzing has showed a solution for hydrophobic properties lyocell fibres – comparable to PET fibers – which is maintained after carded hydroentangling (spunlaced) processing.
Canopy, environmental not-for-profit service established 21 years ago. The activities have been focused on direct purchasing power and market leverage, support brands and retailers to embrace sustainability, seek systemic solutions to protect forests and biodiversity and climate- Up to 2021 total of 455 global brands committed to sustainability criteria and received green shirt designations. The companies’ combined revenue was US$791 billion. In 2021 about half of global production capacity, 13 MMCF producers have earned ’green shirt’ designations, and only two producers maintain ranking of ’dark green’ shirt. Many producers are testing, trialling, and/or prototyping with strong interest in China, and are commercially manufacturing MMCF with pre-and post-consumer waste cotton textile.
According to Metsä Biorefineries, systems allow highly efficient and cost-effective processing of biological feedstocks into a range of bio-based products and offer a platform for partnerships & collaboration. In many cases this happens in conjunction with the production of bioenergy. Optimization of the system, i.e., several material & energy streams parallelly and the whole is more than the sum of its parts. The multiple actors in the value chain should play as a team and optimize the ‘system’ together: in an ideal circular economy material, energy, value and information flows are optimized.
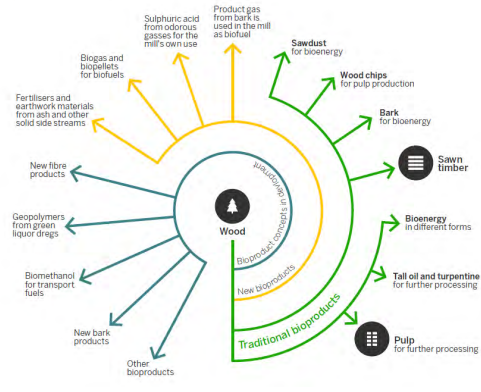
Important to recognize that from waste to product ‘Cascading in time’ and ‘Biorefinery’ are complementary concepts. Cascading in function is co-production, which can be achieved by using biorefinery. Co-production is the production of different functional streams from one biomass stream, maximizing total functional use. Traditional wood-based products consist of 7 products from wood biorefinery. New approaches include 8 additional products, mainly chemicals and a new pulp-based environmentally sound textile fiber.
The utilization of wood at Metsä Biorefineries in Finland.
Viscose and recycling cellulose
Lenzing, one of world top 3 producer of viscose and lyocell fibers, actively increases self-sufficiency for steam and heat production and increased utilization of biomass for energy production. Air purification plants produce steam that is converted into electricity and the necessary rest is bought from renewable grid energy. Biorefinery is used factories such as in pulp mill using cleaner pulp and producing side chemicals and in Lyocell process by recycling the solvent. Decreased steam demand and higher energy efficiency through capacity increase are achieved. For viscose process, an additional air purification plant reduces GHG emissions. Recycled cellulose from textile waste is used depending on availability and product properties.
The part of Indian conglomerate Aditya Birlas´Cellulose aims to net zero carbon emissions across all its operations by 2040 and achieve 50% reduction in its greenhouse gas emissions intensity by 2030. Birla cellulose targets to scale recycled fibres to 100,000 tons by 2024 and reduce sulfur release to air by 70% at all fibre sites with novel recovery units by the year 2022. Plans include the reduction in water intensity by 50% in VSF manufacturing by the year 2025. Th sustainability performance of key suppliers will be stressed by year 2025 including the use alternative feedstock such as of pre- and post-consumer waste into fibre.
Claesson and Weilach presented the common viscose/lyocell recycling project of Södra and Lenzing. The idea is to collect used cotton and PET/cotton textiles for purification and blending with dissolving pulp. The target is to produce 25 kt/a textiles capacity when recycled content in pulp is 50%. The development includes sorting and quality of raw materials, flexible processes, e.g. decolorization and handling of non-cellulosic, non-polyester contents (elastane, rubber). Similar type of project was presented by Crnoja-Cosic from Kelheim and Cavalli-Björkman from Renewcell, a Swedish cotton recycling project to produce viscose fibers. It has been developed over the course of a decade by researchers at KTH producing multiple global patents. The target of cooperation Renewcell and Kelheim is development of a large-scale production of high-quality viscose fibers from up to 10,000 tons per year of Renewcell’s 100% textile recycled row material Circulose®.
Circulose® is a dissolving pulp made from 100% textile waste, like worn-out jeans and production scraps. Kristina Elg Christoffersson from Renewcell, Sweden explained that worn-out jeans successfully used to make viscose staple fiber and filament. The company is aiming for lyocell, acetate and other types of man-made cellulosic fibres.
According to the presentation of Meister, hemp straw was conversed to high purity dissolving pulp grades for Lyocell fibre manufacturing and textile processing. An adjusted soda cooking process followed by additional pulp bleaching and washing steps for being compatible to the Lyocell process requirements. A laboratory scale NMMO process and prepared dopes exhibited satisfying properties for air-gap spinning producing Lyohemp fibres and filaments well sufficient mechanical properties for further textile processing.
Sebastiá was presenting the possibilities to utilize pulp mill processing in chemical recycling of textile waste. The idea is basing on the big share of cellulose material (cotton, viscose, lyocell, cotton/polyester, flax) for depolymerize and decrystallize for further treatments, e.g. enzymatic hydrolysis. Existing technology can be used in bleaching, pre-treatment with internal streams in the mill and energy integration. Thus, reduction of capital and operational costs as well as mitigate risks during scale-up. There are ongoing research project to explore sugar production from waste textiles with Lund University and RISE. Several chemicals are reported to be produced, e.g. 1.4-butanediol, caprolactam (from PA 6), furan derivatives and ethanol. Techno-economic studies to explore potential bottlenecks and risks are going on Industrial collaborations with partners along the value chain, both upstream and downstream.
Antje Ota and the team from DITF Denkendorf presented EU-financed HEREWEAR project developing Cellulose fibers from alternative feedstocks. The aim is to use of bio-based materials as well as reuse and recycle used materials of the textile sector. Project aims at the creation of a European ecosystem for locally produced circular textiles and clothing made from bio-based resources. DITF is responsible for the wet spinning of cellulosic filaments from bio-based waste streams and marine waste. Establishing the textile circular economy based on the DITF Digital Textile Micro factory structure for new local/regional circular sustainable spinning technology for cellulose filaments. The funding from 2020 to 2024 comes from a € 7 million budget with a consortium 6 research organization, 8 SMEs and 1 large enterprise from 9 different EU countries, 1 US.
Wayne Best from Nanollose ltd (Birla, India) compared bio-mass fermented bacterial cellulose with wood-based fibers. It does not require trees, wood-pulping process and hazardous chemicals or pesticides an can be procuced with reduced energy requirements. Because it uses natural fermentation process of agricultural wastes & by-products, it does not require arable land or even light. It is stronger than conventional lyocell made from wood pulp, as well.
The aim to reuse and recycle various bio-based materials as well used materials of the textile sector wa presented by Up-cycling of textile waste by means of Ioncell® presented by Dr. Inge Schlapp-Hackl Ioncell® Lyocell type dry jet wet spinning technique.
Viscose and novel cellulose fibers
Carlo Centonze of HeiQ reported that the global textile apparel market amounts to US$1,7 trillions in 2022 growing annually by 3.39%. The fashion industry is estimated to be responsible for 8-10% of all global greenhouse gas emissions according to the UN being between 3 to 3.5 billion tonnes of CO2 into the atmosphere every year Worldwide. Due to decreases the average number of times a garment is worn before disgarding and the per capita ownership of textiles, 26% of the global carbon emissions will be caused by 2050. HeiQ invests in pilot plant of 100 tons annual capacity of cellulose filaments in 2022 continuing a mass manufacturing plant up to 30’000 tons annual capacity in 2024. HeiQ AeoniQ is a continuous cellulosic filament yarn, which can be recycled eternally without loss of performance.
LIST technology, based on new type of kneading-extrusion machinery for CMMF innovations, has proved to be an essential part for developing high performance polymers into fibers. According to Manuel Steiner it suits for wide range of types of celluloses producing high quality for spinning solutions with higher capacity per line. Being robust and scalable, it can be utilized easily from lab to industrial projects
Dominik Mayer of Kelheim Fibers presented the functional fiber (CELLIANT®), which contains a blend of natural, thermo-reactive minerals of silicon dioxide and aluminium oxide. Aluminum oxide is the molecular foundation of the corundum family of gemstones and helps reflect energy. The functional fiber captures, converts and reflects heat back as infrared (IR) energy, which increases local circulation and cell oxygenation. Functional viscose, CELLIANT® is designated as a Class 1 Medical Device in Australia, Canada, the European Union, Japan, New Zealand and the United Kingdom. It is cleared to market in China, India, Indonesia, Korea, Mexico, Peru, Philippines, Russia, Singapore, Thailand, and Taiwan, with more countries and regions to follow
Kuperman and Natalio from Weizmann Institute reported studies on biologically fabricated cotton fibers with tailored properties. Growing fertilized cotton ovules in vitro were producing complex biomaterials with tailored properties usin biological system (cotton) plant physiology and biochemistry and transport mechanism.
New cellulose fiber products
Taina Kamppuri from VTT Finland showed results of chemical modifications, cationization and allylation, carried out to kraft pulps. Reaction efficiency of cationization and allylation reactions was found to be rather low, < 5 %, however substitution was kept low to avoid solubility in water and to achieve regeneration. Hemicelluloses, especially xylan, seem to be the more reactive compared to cellulose in the derivatization reactions. Reaction optimization and/or reaction conditions where hemicelluloses could be retained on the surface of modified fibres might solve the loss of hemicelluloses. Reactive groups were found to be stable during dissolution and regeneration. This opens up possibilities to post-treat the fibres to obtain different functionalities and improved technical, e.g. dyeing, properties.
Alkaline dissolution and spinning of cellulose textile fibers was presented by Åsa Östlund from TreeToTextile company, owned by Stora Enso, Ikea, H&M and LSCS Investments. According to results of pilot production of 350 kg/h the regenerated fiber has characteristics to replace both cotton and viscose. It has similar natural hand-feel as cotton and has comfort close to a cotton-linen blend. Washability is comparable and the fiber also brings a light viscose touch. It also borrows some of the luster, elongation and brilliance from viscose – while still fit for cotton replacement.
Nonwovens and special processes
Except of traditional multiple proven carded/spunlaced products from cellulose/PET fibers Germany´s Trütschler has developed carded/pulp technologies in cooperation with Voith Paper. Such are wet-laid/spunlaced) from paper-grade pulp and viscose/lyocell fibers carded/pulp from paper-grade pulp and viscose/lyocell fibers. Pulp-based nonwovens wetlaid-spunlace and carded pulp processes. First plants are already in service and the machinery has proven equipments and proven production processes as well as well-accepted final products for wiping applications.
According to Nina Graupner, University of Bremen, regenerated cellulose fibres have comparable mechanical properties to many types of natural fibres with a considerably higher toughness. They are well suited for applications requiring high impact resistance and completely degradable in combination with a biodegradable matrix. Research activities have increased significantly in recent years, however, there are only a few industrial applications in the composites sector. BFT company transforms raw bast fibres from hemp and flax plants to meet the exacting standards required by nonwoven customers. In the transition away from synthetics, natural fibres are vitally important to produce truly sustainable nonwovens, as well.
Demand for wood is accelerating as packaging, nonwovens, and textiles replace plastic with viscose and pulp. Deforestation is associated with biodiversity loss, soil erosion, increased GHG emissions, and climate change. Viscose simply replaces one problem with another. BFT allows nonwoven companies to accelerate sustainability goals and work towards a circular, zero waste future. Fibres are carefully individualized and standardized to meet converters requirements. BFT applies proprietary performance enhancements to the fibre to be more suitable for composites especially regarding uniformity of fiber length, and hydrophopbic adhesion properties.
Prasad Thitame from Nonwovens Birla presented options to plastic free spunlace, airlace and wet-laide nonwovens using bio-binders for feminine hygiene products. Major challenges with non-plastic materials are as follows:
technologies like spun melt, thermal bonding, adhesive and embossing can use thermoplastic raw materials only
there is not commercially available and proven bio alternative for SAP
bio-based adhesives are still under development
lower production efficiency with natural materials need development work
consumers are used to dryness and performance delivered by engineered plastic materials
consumers are used to thin pads, which is achieved through addition of SAP in core
Hydrophobic regenerated cellulose combines the advantages of natural & plastic/synthetics plastic/ materials in sanitary napkins. Commercially available viscose based top sheet for AHPs delivering the performance attributes. Viscose-based sanitary napkin (Purocel HP) top sheet passes the quality check of wetting and wetback required for performance.
Chemical compliance and hydrophobation of cellulosic textiles were presented by Anna-Stiina Jääskeläinen from Kemira Finland. The work has been motivated by sustainability development in textiles industry. Regulations and voluntary certificates are essential in chemistry development and commercialisation. Cellulose molecules are hydrophilic by nature; however, hydrophobic nature of fibres is an essential property for many textile products. AKD (alkyl ketene dimer), ASA (alkenyl succinic anhydride), rosin sizes are hydrophobation agents that are used for cellulosic products. Commercially available AKD fatty acids are mixtures of palmitic (C16) and stearic (C18) acids originating from vegetable oils. They are applied as water-based dispersions in neutral or alkaline conditions at a pH range around 6.5-10. Hydrophobation by AKD shows a 3 step mechanism, such as adsorption of AKD particle on cellulose surface, heat-induced melting and spreading and spreading and curing (”sizing”).
Grete Concept – EU-financed project
Grete Concept, developed in EU-financed project, basing on lyocell type of process was presented by Ali Harlin from VTT Finland. Raw material bleached hard wood kraft pulp BHKP from Eucalyptus is used as a novel ionic liquid solvent to produce fibers comparable with Asian Tencel. Solvent recycling with nano filtration and evaporation results in decreased water contents, which are typical with NMMO.
Cellulosic fibre production from paper grade pulp Daniel Egas as athe 2nd example of Grete Concept, developed in EU-financed project. The use IL as solvent is likely to improves the environmental and economic performance of producing man-made cellulosic fibers. The use of enzymes at pretreatment are not likely to affect the environmental and economic performance of producing man-made cellulosic fibers. The integration of the pulp mill allows a direct consumption of the pulp mill energy surplus which has an overall positive impact on the system’s environmental single score and specially over GWP fossil. On contras to the reference concept, showed a lower variable OPEX, as well as a similar CAPEX investment requirement (7% difference). The socio-economic value of CO2 emissions makes concept a more attractive investment.
Development of cellulose solvents with better properties ‒ Hydrolytically stable, non-toxic and efficent SB-ILs was presented by Eva Gazagnaire from Beta Tech Centre in Spain. Some examples of IL`s undergo phase-separation from water making the recycling of the SB-IL easy and straightforward. Some ’Failure SB-ILs’ of GRETE turned out to be interesting for something else. It showed that fractionation of different types of polymers with selective dissolution seems possible. Some solvents seems efficient for a range of polymers and regeneration to hybrid materials could be developed further.
As the next results GRETE project Paper-grade Pulp as Raw Material for regenerated cellulosic fibres in an ionic-liquid based process was reported by Jenni Rahikainen. Hemicellulose from paper grade pulp can be dissolved and regenerated into fibres in high yield using ionic liquid [mTBNH][OAc]. Regenerated fibres prepared of pulp with low and high hemicellulose content had similar mechanical properties. Enzymatic pretreatment resulted in inferior mechanical properties compared to acid pretreatment. Immunolabelling can be used to track spatial distribution of xylan in fibres, which showed that hemicelluloses are more enriched to the outer layers of regenerated fibre.
Recycling as the main topic at the 3rd Cellulose Fibre Conference in Cologne: New Carbon Fiber Invention Rewarded
Highlights and topics
Carbon fibers from cellulose
Nonwoven production technologies with pulp
Production technologies
The environmental development of viscose and lyocell fibers
Recycling cotton and PET/cotton cellulose for viscose raw material
Chemical recycling of waste textiles
Alternative feedstocks for cellulose fibers
Functional viscose fibers and composites
Cell-cultivated cotton materials
Carbon fibers from cellulose
Cellulose as the raw material for carbon fibers has been studied since Edison, who used cotton yarns as the conductive fibers in electrical vacuum class bulb lamps for lightning. Problems with cellulose-based carbon fibers generate from the orientation of starting polymer, and low carbon and high oxygen content result in complex pyrolyzing chemistry. As the result, yields of carbon fibers and their properties are much lower compared to pitch and polyacrylonitrile.
The Denkendorf research team (Vocht, Ota, Hermanutz, Buchmeiser) at DITF receives the award at the Cellulose3 Conference for the development of carbon fibers from cellulose. The process uses an ionic liquid solvent for wood and non-wood cellulosic materials for manufacturing carbon fibers with adaptable fiber properties. The oriented cellulose fibers are suitable in the formation of the high tenacity carbon fiber structure at 1400°C using continuous lab-scale processing at high carbon yield.
The invention may result in manifold applications in composite technology, which is applied in aerospace, transportation, sports, and car industries all over the world.
Nonwoven production technologies with pulp
Amid the growth of nonwovens production reaching 18 mill tons of cellulose fibers for the sustainable product as increased their share. Single-use nonwovens (such as wipes) are becoming more and more popular. Their main production technologies based on spunlace (hydroentangling), and needle-punching is often use the classic material mix of polyester and viscose. Air-laid technology allows the use of fluff pulp with a binder as reinforcing the structure. Glass fibers and short-staple viscose fibers are used in the wet-laid process combined with a binder.
Production technologies
The 3rd Cellulose Fibre Conference in Cologne was secondly organized during Covid19 restricted conditions. It didn´t limit the number of participation due to the interesting program covering sustainability, recycling, and alternative feedstocks as well as the latest development in pulp, cellulose fibers, and textiles. Some new technical application areas of non-woven, packaging, and composites were discussed, as well. With increased production dominated by viscose, capacities of more than 7 million tonnes of cellulose fiber products are expanding in technical hygiene and textiles. Due to their possibility to reach extra high tensile properties, alternatives for carbon fibers for lightweight applications are under development.
Future opportunities and challenges, presented by Afry, for novel textile fibers based on the increased demand powered by an increased share of middle-class consumers. The present production of 115 mills. tonnes could be increased during some decade future up to 150-200 mill. tonnes. It consists of viscose and lyocell fibers made from dissolving pulp, polyester, and recycled rPET from packaging waste, paper pulp using MFC process, and of residues of agricultural materials. In the case of recycled textile building the logistics and infrastructure needs to be further developed. Recycled cotton and viscose textiles will be used as such and as a component for the production of r-cellulose fibers.
MFC is using cheaper paper pulp in the value chain, but hemicellulose can pose problems. Sappi´s Stijfs was highlighting MFC´s importance in phasing out (micro)plastics, while contributing to sustainable development and reducing synthetic ingredients overall. The potential is high in replacing present additives in rheology modifications, water retention, imparting lightweight strength and sustainable alternative to plastics.
Environmental issues, circular economy, and biorefinery
Viscose and lyocell textiles are biodegradable and show marine degradation within 1 month without any harmful degradation products in sea surface and sea floor conditions. They also maintain or even improve performance in comparison to existing commercial fossil-based products. Lenzing has shown a solution for the hydrophobic properties of lyocell fibers – comparable to PET fibers – which is maintained after carded hydroentangling (spunlaced) processing.
Canopy, is an environmental not-for-profit service established 21 years ago. The activities have been focused on direct purchasing power and market leverage, supporting brands and retailers to embrace sustainability, seek systemic solutions to protect forests and biodiversity, and climate- Up to 2021 total of 455 global brands committed to sustainability criteria and received green shirt designations. The companies’ combined revenue was US$791 billion. In 2021 about half of the global production capacity, 13 MMCF producers earned ’green shirt’ designations, and only two producers maintain the ranking of ’dark green shirt. Many producers are testing, trialing, and/or prototyping with a strong interest in China, and are commercially manufacturing MMCF with pre-and post-consumer waste cotton textiles.
According to Metsä Biorefineries, systems allow highly efficient and cost-effective processing of biological feedstocks into a range of bio-based products and offer a platform for partnerships & collaboration. In many cases, this happens in conjunction with the production of bioenergy. Optimization of the system, i.e., several material & energy streams parallelly and the whole is more than the sum of its parts. The multiple actors in the value chain should play as a team and optimize the ‘system’ together: in an ideal circular economy material, energy, value, and information flows are optimized.
Important to recognize that from waste to product ‘Cascading in time’ and ‘Biorefinery’ are complementary concepts. Cascading in function is co-production, which can be achieved by using biorefinery. Co-production is the production of different functional streams from one biomass stream, maximizing total functional use. Traditional wood-based products consist of 7 products from wood biorefinery. New approaches include 8 additional products, mainly chemicals, and a new pulp-based environmentally sound textile fiber.
The environmental development of viscose and lyocell fibers
Lenzing, one of the world’s top 3 producers of viscose and lyocell fibers, actively increases self-sufficiency for steam and heat production and increased utilization of biomass for energy production. Air purification plants produce steam that is converted into electricity and the necessary rest is bought from renewable grid energy. Biorefinery is used in factories such as pulp mills using cleaner pulp and producing side chemicals and in Lyocell process by recycling the solvent. Decreased steam demand and higher energy efficiency through capacity increase are achieved. For the viscose process, an additional air purification plant reduces GHG emissions. Recycled cellulose from textile waste is used depending on availability and product properties.
The part of Indian conglomerate Aditya Birlas´Cellulose aims to net zero carbon emissions across all its operations by 2040 and achieve a 50% reduction in its greenhouse gas emissions intensity by 2030. Birla Cellulose targets to scale recycled fibers to 100,000 tons by 2024 and reduce sulfur release to air by 70% at all fiber sites with novel recovery units by the year 2022. Plans include the reduction in water intensity by 50% in VSF manufacturing by the year 2025. The sustainability performance of key suppliers will be stressed by the year 2025 including the use of alternative feedstock such as pre-and post-consumer waste into fiber.
Dr. Hassi from Scitech of Finland states that customers of fiber suppliers now have recycling, sustainability, and transparency at the top of both their strategic and operative agendas. The fashion value chain has transformed into active, networks with initiatives and development projects with objectives needed to meet the targets in time. Active players in the MMCF industry can certainly strengthen their competitive position and their products can gain market share. Forest-based MMCFs’ existing integration with the global carbon cycle is to be better recognized to take full, the justified benefit of their recyclability.
Recycling cotton and PET/cotton cellulose for viscose raw material
The estimated 166 mills. tons textile fiber consumption in 2030 is based mainly on the growth of PET production, however, pushes up regenerated cellulose up to 8% of the total, which makes 13 mills. tons. Claesson and Weilach presented the common viscose/lyocell recycling project of Södra and Lenzing. The idea is to collect used cotton and PET/cotton textiles for purification and blending with dissolving pulp. The target is to produce 25 kt/a textiles capacity when recycled content in pulp is 50%. The development includes sorting and quality of raw materials, and flexible processes, e.g. decolorization and handling of non-cellulosic, non-polyester contents (elastane, rubber). A similar type of project was presented by Crnoja-Cosic from Kelheim and Cavalli-Björkman from Renewcell, a Swedish cotton recycling project to produce viscose fibers. It has been developed over the course of a decade by researchers at KTH producing multiple global patents. The target of cooperation Renewcell and Kelheim is the development of large-scale production of high-quality viscose fibers from up to 10,000 tons per year of Renewcell’s 100% textile recycled row material Circulose®.
Chemical recycling of waste textiles
Sebastiá was presenting the possibilities to utilize pulp mill processing in the chemical recycling of textile waste. The idea is based on the big share of cellulose material (cotton, viscose, lyocell, cotton/polyester, flax) for depolymerization and decrystallization for further treatments, e.g. enzymatic hydrolysis. Existing technology can be used in bleaching, pre-treatment with internal streams in the mill, and energy integration. Thus, reduction of capital and operational costs as well as mitigate risks during scale-up. There are ongoing research projects to explore sugar production from waste textiles with Lund University and RISE. Several chemicals are reported to be produced, e.g. 1.4-butanediol, caprolactam (from PA 6), furan derivatives, and ethanol. Techno-economic studies to explore potential bottlenecks and risks are going on in industrial collaborations with partners along the value chain, both upstream and downstream.
Alternative feedstocks for cellulose fibers
Antje Ota and the team from DITF Denkendorf presented an EU-financed HEREWEAR project developing Cellulose fibers from alternative feedstocks. The aim is to use of bio-based materials as well as reuse and recycle used materials of the textile sector. The project aims the creation of a European ecosystem for locally produced circular textiles and clothing made from bio-based resources. DITF is responsible for the wet spinning of cellulosic filaments from bio-based waste streams and marine waste. Establishing the textile circular economy based on the DITF Digital Textile Micro factory structure for new local/regional circular sustainable spinning technology for cellulose filaments. The funding from 2020 to 2024 comes from a € 7 million budget with a consortium of 6 research organizations, 8 SMEs, and 1 large enterprise from 9 different EU countries, and 1 US.
According to the presentation of Meister, hemp straw conversed to high purity dissolving pulp grades for Lyocell fiber manufacturing and textile processing. An adjusted soda cooking process followed by additional pulp bleaching and washing steps for being compatible to the Lyocell process requirements. A laboratory-scale NMMO process and prepared dopes exhibited satisfying properties for air-gap spinning producing Lyohemp fibers and filaments well sufficient mechanical properties for further textile processing.
Carlo Centonze of HeiQ reported that the global textile apparel market amounts to US$1,7 trillion in 2022 growing annually by 3.39%. The fashion industry is estimated to be responsible for 8-10% of all global greenhouse gas emissions according to the UN between 3 to 3.5 billion tonnes of CO2 into the atmosphere every year Worldwide. Due to decreases in the average number of times a garment is worn before discarding and the per capita ownership of textiles, 26% of the global carbon emissions will be caused by 2050. HeiQ invests in a pilot plant of 100 tons annual capacity of cellulose filaments in 2022 continuing a mass manufacturing plant with up to 30’000 tons annual capacity in 2024. HeiQ AeoniQ is a continuous cellulosic filament yarn, which can be recycled eternally without loss of performance
LIST technology, based on a new type of kneading-extrusion machinery for CMMF innovations, has proved to be an essential part of developing high-performance polymers into fibers. According to Manuel Steiner, it suits a wide range of types of celluloses producing high-quality for spinning solutions with higher capacity per line. Being robust and scalable, it can be utilized easily from lab to industrial projects
Functional viscose fibers and composites
Dominik Mayer of Kelheim Fibers presented the functional fiber (CELLIANT®), which contains a blend of natural, thermo-reactive minerals of silicon dioxide and aluminum oxide. Aluminum oxide is the molecular foundation of the corundum family of gemstones and helps reflect energy. The functional fiber captures, converts, and reflects heat back as infrared (IR) energy, which increases local circulation and cell oxygenation. Functional viscose, CELLIANT® is designated as a Class 1 Medical Device in Australia, Canada, the European Union, Japan, New Zealand, and the United Kingdom. It is clear to market in China, India, Indonesia, Korea, Mexico, Peru, Philippines, Russia, Singapore, Thailand, and Taiwan, with more countries and regions to follow
Taina Kamppuri from VTT Finland showed results of chemical modifications, cationization, and allylation carried out to kraft pulps. The reaction efficiency of cationization and allylation reactions was found to be rather low, < 5 %, however, substitution was kept low to avoid solubility in water and to achieve regeneration. Hemicelluloses, especially xylan, seem to be more reactive compared to cellulose in the derivatization reactions. Reaction optimization and/or reaction conditions where hemicelluloses could be retained on the surface of modified fibers might solve the loss of hemicelluloses. Reactive groups were found to be stable during dissolution and regeneration. This opens up possibilities to post-treat the fibers to obtain different functionalities and improved technical, e.g. dyeing, properties.
Except of traditional multiple proven carded/spunlaced products from cellulose/PET fibers Germany´s Trütschler has developed carded/pulp technologies in cooperation with Voith Paper. Such are wet-laid/spunlaced) from paper-grade pulp and viscose/lyocell fibers carded/pulp from paper-grade pulp and viscose/lyocell fibers. Pulp-based nonwovens wetlaid-spunlace and carded pulp processes. First plants are already in service and the machinery has proven equipment and proven production processes as well as well-accepted final products for wiping applications.
According to Nina Graupner, University of Bremen, regenerated cellulose fibers have comparable mechanical properties to many types of natural fibers with considerably higher toughness. They are well suited for applications requiring high-impact resistance and are completely degradable in combination with a biodegradable matrix. Research activities have increased significantly in recent years, however, there are only a few industrial applications in the composites sector. BFT company transforms raw bast fibers from hemp and flax plants to meet the exacting standards required by nonwoven customers. In the transition away from synthetics, natural fibers are vitally important to produce truly sustainable nonwovens, as well.
Demand for wood is accelerating as packaging, nonwovens, and textiles replace plastic with viscose and pulp. Deforestation is associated with biodiversity loss, soil erosion, increased GHG emissions, and climate change. Viscose simply replaces one problem with another. BFT allows nonwoven companies to accelerate sustainability goals and work towards a circular, zero-waste future. Fibers are carefully individualized and standardized to meet converters’ requirements. BFT applies proprietary performance enhancements to the fiber to be more suitable for composites, especially regarding uniformity of fiber length, and hydrophobic adhesion properties.
Cell-cultivated cotton materials
Kuperman and Natalio from Weizmann Institute reported studies on biologically fabricated cotton fibers with tailored properties. Growing fertilized cotton ovules in vitro were producing complex biomaterials with tailored properties using biological system (cotton) plant physiology and biochemistry and transport mechanism.
Enzyme technologies for reducing plastic waste
Amazingly, plastic pollution in the sea and the rest of nature seems to be activating microbial evolution.
Preliminary studies
In the EU Crowth program in 2001, we found environmentally friendly enzyme methods to improve the dyeability and properties of synthetic textiles. https://cordis.europa.eu/project/id/G5RD-CT-2001-00560/pl Trametes hirsuta laccase and laccase mediators such as violetic acid and tetramethyl-1-piperidinyloxy (TEMPO) based compounds were used to treat polyamide (6.6), polyester (PET) and polyacrylic. It was found that surface treatment can save dyestuffs, energy, and water in the dyeing of textiles. Coating chemicals in the manufacture of protective textiles and coverings could be saved, as well. (Nousiainen et. al., Xth Int Izmir Symp 2004).
Searching enzymes from nature
A novel study by Chalmers shows that there is also an increase in the number of degrading enzymes in areas with high levels of plastic contamination. The new results are based on DNA analyses of samples taken from hundreds of locations around the world, both on land and at sea, showing how plastics affect global microbiology. The presence of these enzymes was also compared with official data on plastic pollution in land and sea areas. More than 30,000 types of enzymes were found that can degrade ten different common plastics. The most enzymes were found in areas known to be exposed to high levels of plastic pollution, such as the Mediterranean and the South Pacific. www.chalmers.se
Enzymes for recycling monomers
In the US, an enzymatic recycling process is being studied that breaks down PET into two building blocks, terephthalic acid (TPA) and ethylene glycol. Compared to traditional fossil-based production routes, the research team concluded that an enzymatic recycling process can reduce total supply chain energy consumption by 69-83% and greenhouse gas emissions by 17-43% per kilogram of TPA. In addition, a national-wide comparison of virgin TPA and recycled TPA in the United States shows that the environmental and socio-economic impacts of the two processes are not evenly distributed throughout the supply chain. The proposed recycling process can reduce environmental impacts by up to 95% and generate up to 45% more socio-economic benefits, including local jobs in material recovery facilities.
The study also predicts that enzymatic PET recycling can strike a cost balance with new PET production, highlighting its potential to reduce PET production in terms of reducing carbon dioxide and enabling the recycling of waste containing high amounts of PET fibers, such as clothing and carpets. www.nrel.gov
Future Enzyme project
Launched in the EU, the Future Enzyme multidisciplinary consortium consists of 16 European academic and industrial partners from Spain, Germany, Italy, Austria, Portugal, the United Kingdom and Switzerland. The project began in June this year and will run until 2025. Industrial biotechnology is being developed e.g. by Henkel and Evonik, the University of Düsseldorf and Inofea aiming environmentally friendly and sustainable surfactants for textile and cosmetics industries.
Enzymes are extracted from microorganisms using techniques that allow a sensible selection of the most appropriate enzymes for each product. The technology combines massive biological data analysis using supercomputers. Data is collected from bioprospect, protein technology, and biotechnology. Pre-industrial testing is applied to select the best enzymes from millions of enzymes. www.futureenzyme.eu
Information on enzymes will increase enormously and will have an impact – in addition to other actions, e.g. SUP control – to reduce plastic pollution of the seas and other environments.
PRODUCTION OF MAN-MADE CELLULOSE FIBERS IN THE CROSS-ROADS
Viscose
Approximately 7 million tons / 7% (7%) of the world’s textile fiber production is viscose fibers made from wood cellulose. The proportion is expected to increase sharply due to the usability and environmental values of cellulose. The total production of fibers has been estimated to reach at least 150 million t / a by 2050, when higher demand, even with a share of more than 10%, will be focused on cellulose-based materials.
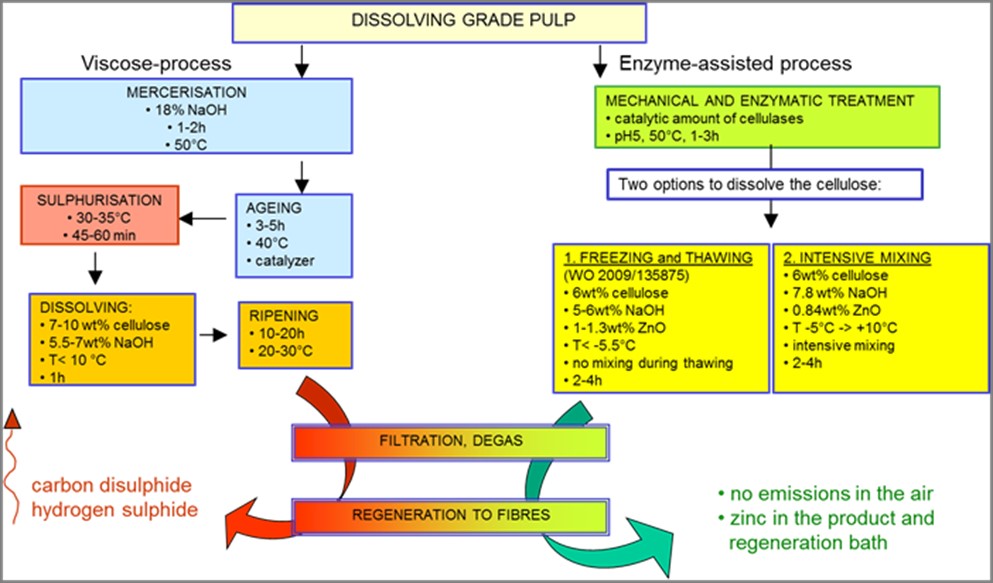
Under the pressure of technological and environmental requirements, the viscose process has become more productive and may currently be a Biorefinery where all fractions of production are utilized (Figure 1). Sustainability reports and audits (including Canopy) most often achieve a carbon-positive result. In addition to factors of production, the importance of the origin of forest-based pulp raw material is crucial. It is audited using international forest sustainability standards, FSC and PEFC. It is particularly advantageous when the fiber production is integrated to pulp mill in connection with the production of dissolving pulp, which reduces the costs in the production chain. Additional to the fiber production the integration is connected to the utilization of side streams for manufacturing of acetic acid, furfural, lignosulphonate, xylose and fine chemicals.
Figure 1. Schematic presentation of viscose process
The size of the profitable production unit for viscose fibers – the production line – has increased from the level of 15 kt/a in 1985 to more than 3 times, such as 50 kt/a, according to investments in 2020. Due to the slow spinning speed, the number and size of spinnerets has been growing (Fig. 2., Fig. 3), which makes the process control of higher importance. If 20 of the current 50 largest mills realizes three additional investments in this size category over 30 years, according to novel estimates the production of viscose fibers would increase by 3 mill.t/a up to 11 million annual tonnes. In addition, there will be upgrades to existing smaller production lines, which will generally increase capacity. With a capacity increase of about 35%, the renewal of about 350 production lines would have an impact of 1.4 mill.t/a. Depreciation of the process machinery (10% / year) is calculated for a relatively short period of time (5-10 years), so the total impact could be more than 4 million t/a by 2050. Using capacity enlargements and technology up-gradings, the total production of viscose fibers could reach 12 mill.t/a.
Figure 2. The detailed photo of spinning viscose
Figure 3. The structure of a viscose fiber tow. spinneret head consisting of 25000 holes (51 μm)
The production line is a unit that can be duplicated / enlarged on demand in an existing factory area, while at the same time expanding the production of viscose solution. The new production lines utilize 99% of carbon disulphide by recovering and manufacturing chemicals. In the process, zinc and hemicellulose are recovered, the use of alkali is intensified, sodium sulphate is produced by efficient crystallization, and wastewater is run through a biological treatment plant. As a new raw material for viscose fibers, soluble pulp made from recycled cotton products by the cellulose depolymerization process (Re:Newcell Ltd, alkali + oxidation) has been used together with wood-based soluble pulp, which reduces CO2 emissions and reduces the carbon footprint.
Enzyme technology in fiber production: Biocelsol
The Biocelsol technology was invented in the late 1980s at Säteri Fibres. Alkali-soluble cellulose was obtained by treatment of dissolving pulp with Aspergillus and Trichoderma enzymes together with mechanical pretreatment (Fig. 4).
Figure 4. The mechanisms of action of enzymes in activation and degradation of cellulose: endoglucanase (EG) affects separation of molecular chains and improves the penetration of sodium ion. ( A. Singh et al., Biofuel Res. J., 4(2):600-610)
The fiber spinning technology was developed in several projects, in particular in the EU NMT funding (Biocelsol) in 2004-2007 and in the Fibic/Tekes program in 2009-2013. The goal has been to make viscose-level fiber by modifying existing unit processes. The programs have also used very thick and viscous solutions as well as the so-called kneading processes. In this case, the production of textile fibers is linked to the pulp mill production, so that the raw material can be transported properly treated and “never dry” directly to the beginning of the water-based process. The EU-wide cooperation in the NeoCel project in 2017-2020 has led to a joint pilot plant project between TreeToTextile (Re: NewCell) and Stora Enso in Sweden in the amount of 1,500 t/a. Stora Enso has also applied for an environmental permit for a similar mill for the Uimaharju mill in Finland, however due to the market situation the production of dissolving pulp was stopped in early spring 2021. In case EU SUP Directive causes limitations for conditions that facilitate viscose technology, e.g. by regarding viscose fibers in the “not chemically modified” category, Lyocell, Ioncell and Biocelsol technologies offer better alternatives to increase interest in more environmentally friendly regenerated cellulose fibers.
Figure 5. The comparison of CS2-based viscose (left) and enzyme-based Biocelsol process.
Modified alkaline process: spinning into alkaline bath and additives
Tree To Textile Ltd, owned by Stora-Enso, H&M, Ikea and LSCS Invest, has developed an application of chemo-mechanical activation method for the pulp fibre. Cellulose-containing composition is produced by injecting an aqueous alkaline spindope solution or suspension into alkaline spinning bath. According to patents of the company, cellulose slurry comprises a cold aqueous sodium hydroxide solution, finely dispersed nanofiller additive and activated cellulose. The spin dope comprises of sodium hydroxide 6-9% by weight and a cellulose content of 5% by weight or more and a nanofiller additive content of from about 0.1% to 10% by weight calculated on the cellulose. The spin dope may be manufactured by any known procedure by the art of dissolving cellulose into cold alkali. Cellulose concentration is from about 5% to about 12% by weight of spin dope and at least one of additive and a nano-sized structured particulate filler resulting in wet tensile strength of greater than about 10 – 15 cN/dtex.
Additive and/or nanofiller in total is present in the range from 0.1-10% by weight calculated on the cellulose and having been in contacted with the cellulose spinning dope with an aqueous coagulation bath fluid preferably having a pH value above 7.
The spinning bath is diluted sodium hydroxide (concentration lower than in the spin dope) kept at a temperature of about 10-40°C and coagulation liquid optionally containing a dissolved salt, an aluminium compound, a magnesium compound and/or sodium carbonate or sodium sulphate. The coagulation bath may also consist of organic alcohol or ketone alone or combined with salt. The spinning dope is regenerated by using evaporation based on the different solubility of sodium carbonate, zinc carbonate, and other carbonates.
The polymer additives are used to improve the mechanical properties and elongation of the fiber. Typically, the polymers are present in an amount of from about 0.1% to about 10%, the remainder being cellulose or derivatised cellulose and optionally minor quantities of other additives such as urea, zinc, and other ingredients. Suitable polymer additives are alkali soluble adduct of PP, PE, PMMA, and acid substituted vinyl polymers, such as ethylene acrylic acid (Primacor by Dow), PAA-co-AA, functionalized polyethers and polyesters and polyolefine carboxylic acids and combinations.
The optional materials may be used to modify the processability and/or to modify physical properties such as elasticity, tensile strength, module, and other functional properties of the final product. The wet tensile strength of cellulosic fibres can be significantly enhanced by the addition of certain nano sized particles to the spin dope forming a composite cellulosic fibre upon coagulation of the spin dope. Halloysite or carbon nanotubes are examples of inorganic nanofillers that can be added to the alkaline spin dope.
Lyocell
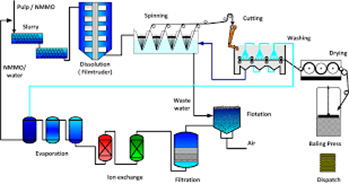
The production of Lyocell fibers based on carbon-positive NMMO technology is currently about 500 kt/a and due to the investment decision of Sateri it is reaching 1500 kt/a by 2025 Its initial problems with explosions and fiber quality problems, have been able to control by the crosslinking, production stabilizers, control and using cross-linking chemicals. Due to the NMMO process and the high cost of the solvent, more than 99% yield is evitable in recycling process (Figure 5). The latest investment in Lyocell fibers (Lenzing) will be completed in 2023 in Thailand and will be 100 kt / a. If the current other four manufacturers continue to increase their production capacity by 50 kt / a every five years, we will get by 2050, additional capacity of 1.0 million tonnes / year, ie a total of 2.5 million tonnes / year in 2050.
Figure 6. The process scheme of lyocell fibers (Aalto University)
Ionic liquids
IonCell’s “dry-jet-wet” technology is an ionic liquid dissolution method that provides fibers very similar to those of NMMO. It has the advantage of a wider range of raw materials, e.g. recycled cotton and the use of field pulp and higher fiber strength, but with the disadvantage of more difficult solvent recycling. There is one pilot plant in the world (Metsä, Äänekoski) for demonstration, which produces fiber 500 tons per year. It is likely that factory-scale production could start at 10-20 times volume if it seems profitable. Even higher capacity (50 kt / a) would be possible in Finland, when the integration into pulp production at the Biorefinery could be implemented. The success depends on profitability and market and most of the plants, estimated at 3, could be built in Japan and elsewhere relevant by 2050. IonCell products have the potential to compete with traditional Lyocell and as a co-product for objects requiring special strength. The use of
Lyocell has increased in fiber blends with other bio-based man-made fibers and as reinforcement fibers in composites.
Pulp microfiber yarn
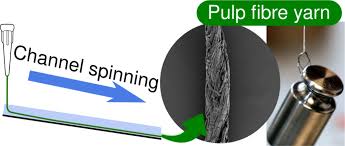
High concentration (20% consistency) aqueous dispersion (MFC) of pulp fibers and micro-fibrillated cellulose is produced directly without a dissolving step by means of a method developed by Spinnova (Figure 7). A gel becomes a strong wire after drying from the mixture of micro/nanocellulose, eutectic solvent (choline chloride) and rheology modifiers flowed in a special nozzle causing turbulent movement. In this case, the binding between the cellulose molecules is increased by its flow orientation, rheology modifiers and choline chloride. The yarn is made water resistant by adding polymer to the gel binder, polyacrylic acid (PAA) maximum 25%. Many can be used in the manufacture of fibrous yarn alternative sources of cellulose, e.g., soluble cellulose, paper pulp, and cereal straw.
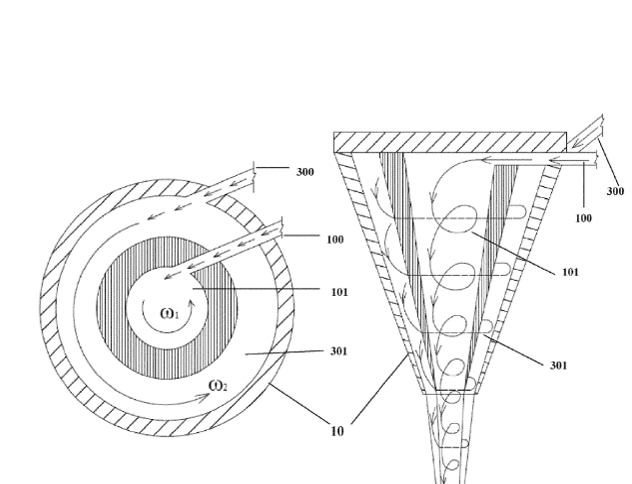
The capacity of the pilot plant in Jyväskylä is 100 t/a, and the resulting logical industrial pilot could be 1000 t/a. The process requires the integration of MFS or nanocellulose production into yarn production and to save on transportation costs. Needed for higher capacity, eg 100 kt/a the number of spinning nozzles is high but can be solved by using a rotary nozzle in addition textile yarn spinning techniques (Figure 6). The product segments to be retrieved determine the required thread number, e.g. T-shirt 20-30 tex and Denim jeans 100 tex. Particularly crucial to future demand are the product properties compared to other cellulosic fibers, such as strength, wet strength, elasticity, flexural stiffness, friction properties (feel), dyeability of the fabric, duration of repeated washes, ecology and price. The use of synthetic binder polymers should be carefully considered regulated by the European Single-Used Plastics Directive (SUP), and possible marine pollution effects.
Figure 7. Formation of a (nano)cellulose-polymer-composite yarn from a water-surfactant mixture in a rotary nozzle (upper view and side view).
Recycled cotton as a raw material for carbamate fiber
Cellulose fibers regenerated through a solution of cellulose carbamate can be made from recycled cotton cellulose and urea. After synthetizing cellulose carbamate, the fiber spinning takes place into acidic bath by process similar to viscose . Cellulose carbamate is very stable material and could be stored months for transportation and spinning.
The degree of polymerization of cotton cellulose is still so high in the textile used that it can be used in the production of regenerated fibers. Recycled Indigo Denim cotton garments are torn, bleached, converted to cellulose carbamate by heating in the presence of urea and dissolved in sodium hydroxide and spun into recycled fibers. Infinited Fiber Co (IFC) was born as a spin-off of VTT and established a 500-ton pre-commercial plant in Valkeakoski and will be soon invest 220 mill.€ for a factory of 30 kt/a production in Finland. One of the company’s investors is Royal Golden Eagle (RGE), which also owns Sateri Internatinal PTE, which bought Valkeakoski Säteri factory, is today the world’s largest producer of viscose fibers and wants to develop environmentally friendly and recycled raw materials. IFC technology also entered the related 10-year development project. The potential best raw material is obtained from products with high cotton content, of which T-shirts and Denim jeans are the largest individual, estimated at 2 million t/a. In addition to these, other raw materials can also be used, such as recycled paper fiber. Regarding fiber blends, the development of separation methods is key, for which IFC has its own proprietary technology. In early 2021, the company launched the fiber under the name InfinnaTM. By 2050, there could be 2-3 larger (100 kt / a) plants in the world, in addition to the Finnish test pilot, mainly in Asia (Sateri), but also in Europe, where clothing consumption is at a high level and recycling is being developed.
Recycled cotton textiles are purified and depolymerized (e.g., Södra and Re: Newcell) to be a raw material for a viscose process similar to dissolving pulp. Recycled cotton is also used as a raw material for lyocell fibers (Refibra / Lenzing).
Cellulose Acetate
Cellulose acetate and triacetate fibers have remained on the market, at a level of 0.7 mil.t / a due to good silky properties. Cottonseed linters and high molecular weight soluble cellulose are used as raw materials. Compared to other polymeric materials cellulose acetate and triacetate textile fibers are luxuriously felt in clothing products. Applications include relatively low strength filaments, mainly light underwear and lining fabrics, and staple fiber cigarette filters. Fabrics made from them have an excellent feel, dyeability and gloss. As films and coatings, cellulose acetate and triacetate work well and are very clear.
Combining the ecological properties of cellulose acetate with technical and bio-based man-made fibers (eg PA) in textile products as a whole provides an environmentally friendly alternative to plastic-type products. It is can be assumed that with cellulose and acetic acid being bio-based products, there will also be a clear increase in cellulose acetate production, up to 1.5 mill.t / a over the next 30 years.
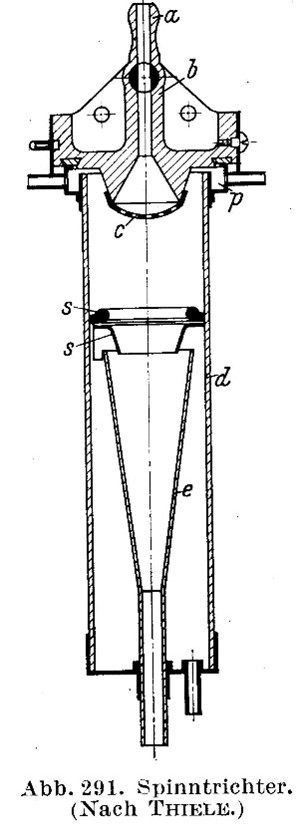
Cupro
Kupro fibers have developed into marginal special filament fibers such as natural silk (150 kt/a) due to their good use properties. Production growth has been limited by the spinning method, in which yarn filaments are stretched with water in a spinning funnel. Spinning is usually performed by pulling the fibers past the nozzle with flowing water and stretching in the gel space occurs in the tapered portion of the funnel in the regeneration bath as a result of the increasing flow rate. The spin speed is up to 150 m / min.
In Japan, funnel spinning has been developed by combining several successive goagulation, and stretching baths, and new methods are claimed to reach spinning speeds in excess of 800 m/min. After spinning fibers are passed to a sulfuric acid copper removal bath and rinsed several times before drying. The recovery of copper from the used spinning bath is done by ion exchange technology, which can recover up to 99%. 40-50% of the ammonia can also be recovered by evaporation in a spinning bath.
Figure 8. The design of a funnel-spinneret used in cupro spinning (Götze, Chemiefasern nach viskoseverfahren)
Bacterial cellulose
Cellulose is the basic material of trees and other plants and is also produced by bacteria such as the genera Acetobacter, Sarcina ventriculi and Agrobacterium. The fibers produced by the bacteria are nanocellulose and a technology has been developed to produce them, where they are grown on the surface of the reactor water. Fibers can be mechanically separated from the surface layer of the reactor. Bacterial or microbial cellulose has different properties than vegetable cellulose and is characterized by high purity, strength, formability and increased water holding capacity. Such microbial cellulose (MC) is a material suitable for medical products, nonwovens and absorbent hygiene products (nanollose).
Birity Cellulose of the Aditya Birla Group, one of the world’s largest manufacturers of viscose and lyocell fibers, announced a patent partnership with Nanollonen. The title of the patent application is “High-strength lyocell fiber for bacterial cellulose and its manufacturing process” and is a significant step forward compared to Nanollonen’s previous bacterial cellulose products Nullarbor ™ and Nufolium ™.
Using the Lyla cell process, a group of fiber experts from the Birla Cellulose, Pulp and Fiber Innovation Center has produced Nullarbor fiber that is finer than silk and significantly stronger than traditional lyocell made from soluble pulp. This lyocell fiber is made using a closed-loop process with low water and chemical consumption, as well as waste generation. Nullarbor ™ lyocell fibers are produced using organic waste from industry and agriculture as raw materials.
The companies also emphasize “Nanollose’s Tree-Free Cellulose” as a fiber raw material that makes it possible to obtain one of the most environmentally friendly and durable fibers.
Carbon fiber
Carbon fibers are produced by heat treating high-carbon containing materials, which means low weight losses in pyrolysis, such as PAN, pitch, phenolic resins, and aromatic polyamides. High-strength viscose (polynosic, modal, lyocell) is the most widely used bio-based raw material. Although the carbon content of viscose cellulose is quite high, 55%, the yield (11-15%) is still low due to pyrolysis mechanisms.
Thomas Edison first used cellulose fiber in the 1880s when he invented the carbon fiber filament of a lamp from cotton. National Carbon and Thornel produced carbon fiber from high-strength polynose-based fiber until the 1960s using high-temperature graphitization. Due to the cost of the hot stretching process, the low yield, and the mechanical properties, the production of these fibers was stopped.
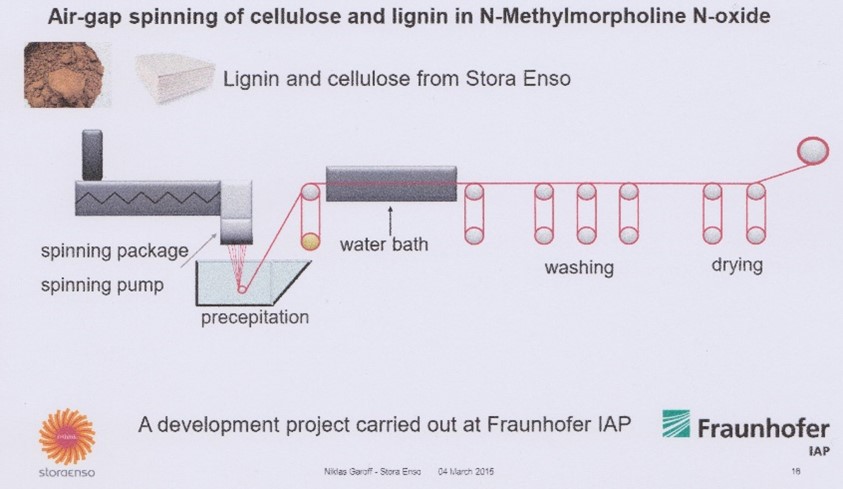
In a development project of Fraunhofer Institute, cellulose is converted to viscose or dissolved in organic solvents and mixed with a solution of lignin, which is spun into a precursor, which in turn is thermally treated to carbon fiber. Lignin is sold as a granular product that is easier to use as a source of biochar in energy storage systems, such as electric vehicle batteries, as bio-based binders in plywood, and as a carbon fiber material.
Figure 9. The process scheme of spinning cellulose/lignin blend for a carbon fiber precursor.
Stora-Enso in 2021, a pilot plant will be built on the Sunila mill site, where bio-based carbon material will be produced from lignin separated from softwood pulp. It can be used to make batteries used in electric cars, consumer electronics and large energy storage systems, for example
Maailman biotalousfoorumi (WCBEF) seuraa ilmastonmuutoksen torjunnassa tärkeää kestävän kehityksen toteutumista, jossa avainasemassa on kiertotalous ja siihen kytkeytyvä biotalous.
Viime aikoina on tapahtunut konkreettista edistystä ja läpimurtoinnovaatioita erityisesti kemian- ja muoviteollisuudessa. Haasteellista on viestittää biotalouden välttämättömyydestä
Etelä-Amerikassa, Indonesiassa, Australiassa ja Uudessa-Seelannissa paremman ymmärryksen saamiseksi yhteisen strategian suunnittelussa. Suuria globaaleja takaiskuja ovat olleet pensaiden tulipaloja Australiassa, Siperiassa sekä myös COVID-19-pandemia. Monet tutkijat ovat raportoineet maa- ja metsätalouden holtittoman hoidon luoneen sopivan ympäristönuusien zoonoosien syntymiselle.
Maailman biotalousfoorumi sitoutuu yhteisessä julistuksessa seuraaviin tavoitteisiin:
Tuetaan ja hyödynnetään kiertotaloustalouden potentiaalia YK: n kestävän kehityksen mukaisesti. Tällöin erityistä huomion kohteena on metsätalouden biotalous ilmastomuutoksen torjunnassa, metsäpalojen ehkäisemisessä ja torjunnassa, luonnonvarojen säilyttämisessä, biologisen monimuotoisuuden parantamisessa ja biopohjaisten materiaalien tuottamisessa teollisuus- ja kulutustuotteisiin.
Tuetaan aktiivisesti kiertotaloutta COVID-19 jälkeisessä taloudessa.
Kestävän Ihmiset ovat tietoisia zoonoosien, ilmastonmuutoksen, metsien hävittämisen ja luonnon monimuotoisuuden kadon liittyvän COVID-19 pandemian syntymiseen.
COVID-19 elvytystoimet tarvitsevat biopohjaisen talouden ratkaisuja, jotka ovat merkityksellisiä käsiteltäessä terveyskysymyksiä, mukaan lukien sairauksien ehkäisy ja parantaminen.
Yritysten johtajuus kestävien strategioiden edistämiseksi
Kestävän kehityksen strategia monipuolistaa liiketoimintaa käyttämällä enemmän kestäviä resursseja valmistukseen ja tuottamalla uusia materiaaleja syrjäyttämään fossiilisia hiilipohjaisia tuotteita.
Yhteistyöketjut ovat tärkeitä biotalouden arvoketjujen muodostumiseksi, jolloin ekosysteemit saadaan edistämään kiertotaloutta entistä nopeammin.
Siirtyminen kiertotalouteen edellyttää kestäviä investointeja
Tärkeitä ovat pitkän aikavälin investointikehykset suurissa yrityksissä ja yhteistyöketjuihin hakeutuminen pienissä yrityksissä.
Rahoittajat voivat laatia etuuskohteluun oikeuttavat rahoitussuunnitelmat tukemaan ja investointeja kiertotaloushankkeisiin ja -toimiin.
Julkisia T&K varoja tarvitaan lisäämään kehitysohjelmia biotuotteiden parantamiseksi lanseeraamiseksi markkinoille.
Tuote- ja palvelusuunnittelussa suositaan biopohjaisia ja kestäviä raaka-aineita. Kierto-biotalous luo uusiutuvia, kierrätettäviä ja biohajoavia tuotteita.
Kuitupohjaisten luonnonmateriaalien, puu- ja selluloosakuitujen käyttö pitkäkestoiseen käyttöön sovelluksiin, joiden käyttö voi olla kiertokäyttöä mahdollistavat tulevaisuuden kestävät materiaalit.
Siirrytään biopohjaisten kemikaalien ja polymeerien tuotantoon, joilla on korkean suorituskyvyn toiminnot pitkäaikainen käyttö, kierrätettävyys. Siirtymäkaudella voidaan yhdistää fossiilipohjaisen ja hiilidioksidipohjaisen hiilen materiaalien kierrätysjärjestelmiä.
Uusiutuva hiili on yksi avaimista biopohjaiseen kiertotalouteen
Uusiutuvan hiilen lähteitä on kolme: biosfääri, teknosfääri ja ilmakehä tai uudelleen kierrätetty teknosfääri
Uusiutuva hiili kiertää biosfäärin, ilmakehän tai teknosfäärin välillä muodostaen hiilikierron talouden kannalta.
Uusiutuvassa hiilessä käytetty biomassa hajoaa kumpaankin ensisijaiseen biomassaan suoraan pelloilta ja metsistä tai biogeenisestä jätteestä ja sivusta peräisin oleva biomassoista esim. maatalouden, elintarvikkeiden, rehujen ja kemianteollisuuden, puun ja paperin tuotannosta sekä yksityisistä kotitalouksista.
Seuraava sukupolvi kykenee käymään läpi radikaalin muutoksen talousjärjestelmässä. Tämän toteutuksen on ylitettävä kansalliset ja kulttuuriset rajat.
Kiertotalouteen osallistuminen on yhtä tärkeää sekä kaupunki- että maaseutuympäristössä. Menestyminen edellyttää nuorten lahjakkuuksien houkuttelemista takaisin maaseudulle.
Biotalouskiertokoulutus, joka on saatavana kaikille sukupolville
Peruskoulujen ja yliopistojen koulutusohjelmien välillä on oltava asiayhteys alueiden kierto-biotalouksiin. Niiden on myös annettava tilaa luovuudelle ja henkinen vapaus pohtia perusprosesseja ja -tuotteita.
Aikuiskoulutus uusille ja siirtymään joutuneille työntekijöille on kriittistä uusien teollisuudenalojen syntyessä kestämättömien teollisuudenalojen auringonlaskun tilalle.
Kiertotalouden biotalous nousee vähitellen omaksi pääaineeksi, mitä voisi olla opiskella eri kouluissa ja yliopistoissa
Tietoja: Maailman biotalousfoorumista (WCBEF) WCBEF on ajatushautomo Joonas Kokkosen aloite, joka tarjoaa alustan kiertokirjoituksen keskeisille sidosryhmille. Biotalous jakamaan ideoita ja edistämään biopohjaisia vastuullisia innovaatioita korvaamaan ja korvaamaan uusiutumattomiin teollisuudenaloihin, tuotteisiin ja palveluihin kestävämmän talouden saavuttamiseksi ilmastonmuutoksen hillitsemiseksi.